For industries facing extremely challenging water sources characterized by high Total Dissolved Solids (TDS) or requiring exceptionally stringent purity standards, conventional single-stage Reverse Osmosis (RO) systems may fall short. Furthermore, logistical demands for rapid deployment in remote or temporary locations necessitate self-contained solutions. The Stark Water Dual-Stage Containerized RO System is meticulously engineered to address these formidable challenges, providing a comprehensive and highly robust answer for high TDS and critical water purification.

Dual-Stage Containerized Reverse Osmosis: Unmatched Purity for High TDS Water
Our advanced containerized reverse osmosis system employs a dual-stage (double-pass) RO configuration, representing a significant leap in purification capability. While a single RO stage effectively removes the majority of contaminants, a second pass further refines the water, significantly reducing residual ions, increasing overall contaminant rejection, and producing water of exceptionally high purity. This dual-stage design is particularly vital for:
- High TDS Water: Effectively treating raw water sources with very high dissolved solids concentrations, ensuring the final permeate meets stringent purity requirements.
- Critical Water Purification: Achieving ultra-pure water quality levels required by sensitive industries where even trace impurities are unacceptable (e.g., electronics, pharmaceuticals, power generation).
- Enhanced Contaminant Removal: Providing an additional barrier against challenging impurities like silica, boron, and complex organics, which may not be fully removed in a single pass.
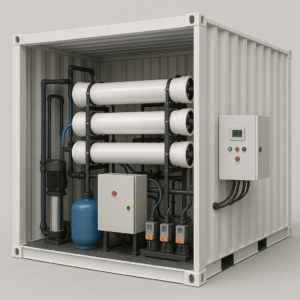
The entire system is pre-assembled, piped, wired, and tested within a standard shipping container, ensuring plug-and-play functionality and robust protection from harsh environmental conditions.
Rapid Deployment and Robust Protection for Industrial Applications
The containerized nature of this reverse osmosis system offers unparalleled advantages for various demanding industrial and commercial applications. Being fully self-contained, it allows for:
- Rapid Deployment: Systems are ready for immediate connection upon arrival, drastically reducing on-site installation time and costs, critical for emergency response or project acceleration.
- Mobility and Flexibility: Easily transported by road, rail, or sea, making it ideal for remote sites, temporary projects, disaster relief, or mobile operations.
- Protection from Elements: The container provides inherent protection from extreme weather, dust, and security risks, ensuring optimal operating conditions and extending equipment lifespan.
- Minimal Civil Works: Significantly reduces the need for costly and time-consuming civil construction, simplifying project logistics.
This robust integration makes the system highly reliable and durable, suitable for continuous operation in challenging industrial environments.
Comprehensive Integration for Uncompromising Water Quality
The Dual-Stage Containerized RO System integrates all necessary purification stages for high TDS and critical water purification. This typically includes advanced pre-treatment (multi-media filters, activated carbon, anti-scalant dosing, micron filters), the dual-stage RO modules, high-pressure pumps (often with energy recovery devices for large units), and an advanced PLC control system with HMI for fully automatic operation and real-time monitoring. Optional post-treatment (e.g., EDI, UV sterilization, remineralization) can also be integrated to achieve specific final water quality requirements. This comprehensive approach ensures consistently high-quality pure water, protects valuable downstream equipment, and contributes to sustainable water management through efficient resource utilization.
Related products
- Container reverse osmosis system
STARK industrial Containerized RO Purification Systems Containerized Chemical Water Reverse Osmosis System
Read more - Container reverse osmosis system
20FT Containerized RO System for Compact and Mobile Water Treatment
Read more - Container reverse osmosis system
40FT Containerized RO System for Industrial and Export Water Treatment Projects
Read more